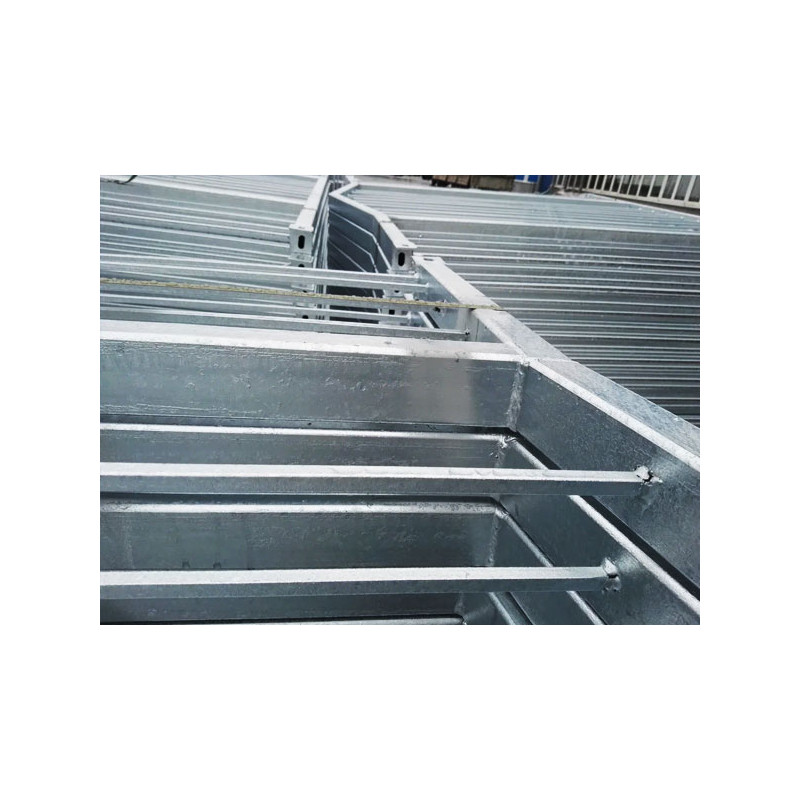



Горячее цинкование – это технологический метод антикоррозионной защиты металлического изделия, при котором оно опускается в специальную ванну с расплавленным цинком при температуре порядка 460 °C. В результате металлоконструкция обволакивается тонким слоем из железа и цинка, защищающим изделие от контакта металла с кислородом и его последующего разрушения.
Горячее цинкование считается надежным, однако достаточно устаревшим процессом, требующей кропотливой подготовки, специально оборудованного помещения и строго соблюдения правил ее проведения. Кроме того, методу могут подвергаться только крупногабаритные, но ограниченные по размеру изделия, не превышающие параметры ванны, в которую их погружают.
Открытая в XIX веке, на сегодняшний день технология горячего цинкования остается наиболее консервативным способом защиты металла от коррозии. Нюансы ее выполнения регламентированы ГОСТ 9.307-89. В соответствии с ним металлоконструкцию опускают в ванную с горячим цинком и оставляют на несколько минут. Образовавшийся цинковый слой имеет матово-серый цвет и твердую текстуру, выступающую своеобразной «броней» против коррозии.
Для проведения процедуры необходимо оборудовать специальный участок химической подготовки. При необходимости массового производства защитного покрытия оборудование для горячего цинкования устанавливается в одну линию, а протяженность цеха может достигать нескольких сотен метров. Сверху помещают мостовые краны, защищенные от воздействия химических веществ.
К числу основных приборов, применяемых для проведения процесса, относятся:
Средняя длина ванны составляет от двух метров. Для подогрева применяются разные способы, из которых самым выгодным считается газ, однако также допустимо использование электричества, мазута или угля.
Если речь идет о массовом производстве, ко всему вышеперечисленному добавляются также автоматизированная линия для транспортировки деталей и очистные сооружения.
Сцепление металла с цинком будет прочным, если до процесса цинкования изделие прошло предварительную подготовку. В нее входят следующие этапы:
На качество результата цинкования также влияет скорость погружения конструкции в емкость и температура внутри нее. Необходимо помнить, что цинк нагревается до температуры 460 °C, и она поддерживается на протяжении всей процедуры, при этом сталь нагревается до 70 °C. Если конструкцию погрузить в емкость чрезмерно быстро, это вызовет турбулентное движение жидкости, вследствие чего цинковое покрытие будет некачественно нанесено на изделие. В то же время слишком медленное опускание, наоборот, оставит горячий состав неподвижным, из-за чего он не сможет просочиться в узкие места, а конструкция не будет равномерно покрыта защитным слоем.
Еще один важный фактор связан с флюсом: если металлический элемент опускать медленно, то на его открывшейся поверхности образуется пленка окислов. При этом при быстром опускании предмета в ванну флюс не сможет раствориться.
Считается, что оптимальное время нахождения изделия в ванне на данном этапе – от трех до десяти минут. Оно определяется толщиной стенок детали. По правилам металл должен полностью прогреться до температуры цинка. Расчет производится по самому большому сечению с учетом теплопроводности обрабатываемого материала и охлаждения самого цинка, когда в него погружают холодный предмет.
На толщину защитного покрытия влияет время нахождения изделия в ванне: чем дольше металлоконструкция держится в емкости, тем толще будет цинковый слой. Кроме того, так же как при процедуре погружения, важно помнить, что, растворяясь, флюс частично остается в горячей ванне, образуя шлак, всплывающий на поверхность. Поэтому перед тем, как достать деталь, его удаляют и собирают при помощи специального скребка – в противном случае шлак попадет на конструкцию и испортит однородное цинковое покрытие.
Завершив процедуру горячего цинкования, изделие необходимо охладить. Для этого его требуется поместить на открытое пространство, чтобы конструкция продувалась со всех сторон. Если вы работаете с мелкими деталями, их лучше высыпать из корзин, чтобы они смогли остыть быстрее и равномернее. Вторым этапом рекомендуется перенести конструкции на теплый склад для полного высыхания.
Метод горячего цинкования защищает железо от коррозии во время его контакта с окружающей средой, а при качественном проведении процедуры с полным соблюдением технологии результат может сохраниться на несколько десятилетий. Прошедшие горячее цинкование металлические элементы не требуют повторной окраски, что существенно экономит бюджет. Однако само изделие после горячего цинкования зачастую не выглядит эстетически привлекательным: цинковое покрытие ложится толстой матовой пленкой, а толщина слоя неоднородная. По этой причине горячее цинкование подходит для крупногабаритных и среднегабаритных конструкций, при обработке которых внешний вид не играет важную роль.
Процедура горячего цинкования регламентируется ГОСТ 9.307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». В нем прописаны базовые правила, применяемые к металлоконструкциям, которые подвергаются технологии, а также к качеству готового покрытия.
В соответствии со стандартом, цинковый слой должен соответствовать следующим требованиям:
Также в документе упоминается о том, что на поверхности не должно быть наплывов цинка. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями при условии, что их глубина не превышает толщину покрытия, не считаются дефектами.
Если после проведения процедуры на конструкции обнаруживаются не покрытые цинком места (не более 2% от общей площади и 2 см в диаметре), такие участки можно обработать другим методом защиты металла от коррозии, из которых наиболее эффективной будет технология цинкирования. Нанесение на изделие составов класса Zinker обеспечит защиту металла от ржавчины, по надежности не уступающую горячему цинкованию.
При горячем цинковании толщина слоя должна составлять от 40 до 200 мкм. Точно определить значение можно с опорой на техническую документацию к конкретной металлоконструкции и особенности ее эксплуатации. Толщина покрытия проверяется перед хроматированием или нанесением консервационных смазок. Измерение производится при помощи таких приборов неразрушающего контроля, как магнитные толщиномеры, или же металлографического анализа.
В соответствии с ГОСТ 9.307-89 контроль прочности сцепления оцинкованного слоя производят на заключительном этапе при помощи крацевания, нанесения сетки царапин, удара поворотным молотком или нагрева.
В ходе проверки особое внимание уделяется местам сварки и резьбы, поскольку они считаются наиболее уязвимыми.
К числу преимуществ метода горячего цинкования относятся:
Однако существует ряд существенных минусов, препятствующих тому, чтобы назвать горячее цинкование лучшим методом антикоррозионной защиты изделий:
Поскольку горячее цинкование зачастую применяется при обработке больших металлоконструкций, в числе наиболее распространенных сфер его применения выделяют промышленность, градостроительство, дорожное строительство и сельское хозяйство. Благодаря устойчивости покрытия к воздействию агрессивных сред, метод может использоваться при подготовке металла к эксплуатации в нефтепереработке, энергетике и коммунальной сфере.
Так, данная технология может применяться для защиты сооружения мостовых элементов, опор линий электропередач, вышек сотовой связи или столбов уличного освещения – элементов, подверженных агрессивным воздействиям окружающей среды.
Допускается обработка зданий и помещений промышленного назначения, страдающих от повышенной влажности, которая является одной из причин образования ржавчины.
В животноводческих корпусах и агротехнических помещениях, которые в ходе эксплуатации испытывают агрессивные влияния различных уровней.
Горячее цинкование выбирается для защиты разного рода рекламных конструкций: щитов, баннеров – а также дорожных ограждений, металлических лестниц и других распространенных среднегабаритных элементов городской инфраструктуры.
В связи со сложностью технологического процесса цена за услугу по горячему цинкованию варьируется в зависимости от ряда факторов.
Помимо горячего цинкования, выделяются следующие технологические методы антикоррозионной защиты металла:
Цинкирование. Технология предполагает покрытие металлоконструкции инновационным составом класса Zinker. На сегодняшний день является наиболее оптимальным вариантом защиты металла от коррозии, поскольку, в отличие от горячего цинкования, позволяет сделать процесс более легким, но при этом сохранить высокое качество результата. Для проведения цинкирования не требуется специально оборудованный цех: ее можно выполнять в любом помещении или на открытом воздухе. Обработке могут подвергаться конструкции любой толщины и габаритов, а стоимость проведения процедуры в среднем на 10-30% меньше, чем за аналогичный объем работ при горячем цинковании.
Гальваническое цинкование. Технология основана на электрохимическом процессе осаждения цинка из электролитического раствора на металлоконструкцию, которая подключена к отрицательному полюсу источника питания. Гальваническое цинкование используется для обработки крепежных элементов, инструментов, кронштейнов, опор и подвесок, поскольку, в отличие от горячего цинкования, оно способно обеспечить изделию эстетически привлекательный внешний вид. Однако среди существенных недостатков технологии – низкая адгезия, или сцепление получающегося защитного покрытия с металлом, из-за чего он нуждается в тщательной предварительной очистке, иначе коррозия разрушит конструкцию. Кроме того, так же, как и горячее цинкование, гальваническое характеризуется вредностью для окружающей среды, поскольку метод влечет за собой образование вредных отходов, требующих тщательной очистки. Еще один существенный минус в том, что при применении технологии происходит водородное охрупчивание стали.
Газотермическое напыление. При применении данного способа цинковое покрытие наносится при помощи специальных материалов, которые поставляются в виде порошка, проволоки или прутков. Металлоконструкция помещается в специальную камеру, где нагревается до пластичного или жидкого состояния. После этого в камеру под сильным давлением поступает газ, позволяющий распылять защитный материал на заранее подготовленную поверхность. При взаимодействии с ней частицы деформируются и заполняют поры и неровности изделия. При использовании технологии требуется специальное крупногабаритное оборудование и помещение.
Термодиффузионное цинкование. При использовании технологического метода происходит насыщение металла цинком с помощью термической обработки в специальной порошковой смеси. Металл погружают в камеру цилиндрической формы, засыпают цинкосодержащий порошок и вращают на протяжении одного-четырех часов при температуре 380-450°С. Под воздействием высоких температур атомы цинка проникают на поверхность изделия, образуя слой матово-серого цвета. Процедура отличается относительной экологичностью, однако не гарантирует длительный результат из-за малой толщины слоя, в среднем достигающей 20-30 мкм. По этой причине данный метод чаще применяется для обработки крепежных элементов.
Please sign in first.
Войти


Оставить отзыв о товаре